Ducom Multi Capability Tribometer POD 4.0 (see Fig. 1) is a high performance tribometer that can execute popular tribology tests like rotary, oscillatory, reciprocatory, high temperature and lubricated test in a single instrument. Easily interchangeable set-up allows the POD 4.0 to transform from a rotary tribometer to a linear reciprocating tribometer, and add on any of the following modules: automated loading unit, heating furnace, cooling furnace, humidity chamber, tribocorrosion and electrical contact resistance measurements.
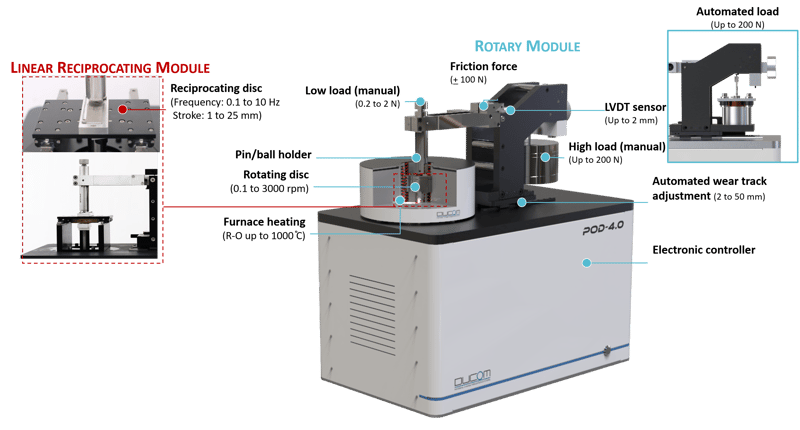 Figure 1. Description of the Ducom Multi Capability POD 4.0.
Figure 1. Description of the Ducom Multi Capability POD 4.0.
Here below we report a few case studies highlighting unique features in Ducom POD 4.0.
CASE STUDIES
LUBRICANT FILM STABILITY. True stability of lubricants is determined when there is a sudden jump in the friction coefficient during a lubricated testing in a PoD 4.0. Here, we use the Advance Motion Control feature in POD 4.0 to reproduce three contact conditions: fixed point condition and circular geometry, migrating point condition and spiral geometry, and fixed point-variable speed condition and circular geometry. The goal was to identify the suitable contact condition that leads to sudden jump in friction coefficient during a lubricated test.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%202.png?width=1682&name=Blog%20POD_Fig%202.png) Figure 2. Friction coefficient of motor oil 5W30 and 5W40 (A) fixed point condition and circular geometry, (B) migrating point condition and spiral geometry, and (C) fixed point-variable speed condition and circular geometry.
Figure 2. Friction coefficient of motor oil 5W30 and 5W40 (A) fixed point condition and circular geometry, (B) migrating point condition and spiral geometry, and (C) fixed point-variable speed condition and circular geometry.
As shown in Figure 2B, a sudden jump in friction coefficient that represents the breakdown of the lubricant film (poor lubricant stability) was best studied using the migrating point contact condition in ball-on-disk testing, where there was a minimum change in the true contact area without any intervention of wear debris at the contact. Read the full article here.
LOW VISCOSITY ENGINE OILS. In this study, we simulated speed profiles in European Urban Driving Cycles (UDC) using a precision speed control motor system in POD 4.0 (see Fig. 3). Friction coefficient measured during the UDC was used to predict fuel consumption for 0W30 and 5W30 engine oils (see Fig. 4).
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%203%20bis.png?width=2108&name=Blog%20POD_Fig%203%20bis.png) Figure 3. Urban Driving Cycle (UDC) profile obtained using Ducom POD 4.0 (A). Zoom of the first 35s test with idling, acceleration, cruise and deceleration phases (B). Optical microscopy of steel ball for 0W30 and 5W30 engine oils (C).
Figure 3. Urban Driving Cycle (UDC) profile obtained using Ducom POD 4.0 (A). Zoom of the first 35s test with idling, acceleration, cruise and deceleration phases (B). Optical microscopy of steel ball for 0W30 and 5W30 engine oils (C).
During the cruise stage the friction coefficient of low viscosity engine oil 0W30 was lower than 5W30, that translated into three times lower fuel consumption compared to 5W30.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%204.png?width=2360&height=1402&name=Blog%20POD_Fig%204.png) Figure 4. Friction coefficient for 5W30 and 0W30 engine oils. One representative test per type has been reported. Fuel consumption (ml) = (Average COF * 0.33)/0.38.
Figure 4. Friction coefficient for 5W30 and 0W30 engine oils. One representative test per type has been reported. Fuel consumption (ml) = (Average COF * 0.33)/0.38.
STRIBECK CURVE. Low viscosity engine oils are recommended for better fuel economy. Therefore, it is important to to understand its friction and wear behavior. In this study, we have used Ducom POD 4.0 to generate Stribeck curve that can map different lubrication regimes for an oil. Self-mated bearing steels were used to test the engine oils like 5W30 and 10W40 at 80°C (refer to Figure 5A for the test parameters). There were two types of contact, that is, a point contact (ball) and area contact (flattened ball), as shown in figure 5B and 5C, respectively.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Stribeck%20curve_Flattened%20ball.png?width=2047&name=Stribeck%20curve_Flattened%20ball.png) Figure 5. Summary of test parameters (A). Types of contact: (B) point contact and (C) area contact. In order to obtain the flattend ball, a granite disk was used as conterbody: 11.5 N, 50 rpm, ambient temperature, 30 minutes clockwise rotation and 30 minutes counterclockwise rotation.
Figure 5. Summary of test parameters (A). Types of contact: (B) point contact and (C) area contact. In order to obtain the flattend ball, a granite disk was used as conterbody: 11.5 N, 50 rpm, ambient temperature, 30 minutes clockwise rotation and 30 minutes counterclockwise rotation.
Results indicate lower friction for 5W30 compared to 10W40 at area contact and point contact test conditions. The difference in the friction coefficient (5W30 vs. 10W40) at high speed was higher at area contact (see Fig. 6A) compared with the point contact (see Fig. 7B). This is due to the thick film formed at planar interface that needs less shearing for low viscosity oil, that is, 5W30.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Stribeck%20curve_Fig%203.png?width=2577&name=Stribeck%20curve_Fig%203.png) Figure 6. Friction coefficient (A) and ball wear images (B) for 5W30 and 10W40 engine oils under area contact conditions.
Figure 6. Friction coefficient (A) and ball wear images (B) for 5W30 and 10W40 engine oils under area contact conditions.
We translate this friction reduction by 5W30 into fuel savings by using a general relationship between fuel saving and friction in an engine. Therefore, switching to 5W30 from 10W40 can lead to a fuel saving of 150 ml/100 l and 180 ml/100 l for point and area contacts, respectively.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Stribeck%20curve_Fig%202.png?width=2582&name=Stribeck%20curve_Fig%202.png) Figure 7. Friction coefficient (A) and ball wear images (B) for 5W30 and 10W40 engine oils under point contact conditions.
Figure 7. Friction coefficient (A) and ball wear images (B) for 5W30 and 10W40 engine oils under point contact conditions.
After the friction test, the average ball wear in area contact was 1160 nm and 440 nm for 5W30 and 10W40, respectively. Such low wear behavior is comparable with the engine components. A combination of area contacts and Stribeck curve in a ball on disk test methods is effective in differentiating the engine oils based on its viscosity.
BRAKE PAD MATERIALS. Abrasive particles are used in brake pads to improve stopping performance and achieve durability. In this study, we investigated two types of brake pad materials, one with ZrO2 and another with K2Ti6O13 as abrasives. AK-Master test profiles were simulated in Ducom POD 4.0 using the advance motion controls in the motor.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/POD%20blog_Brake%20pad_v1.png?width=800&name=POD%20blog_Brake%20pad_v1.png) Figure 8. AK-Master sections reproduces in Ducom POD 4.0 (A). Friction coefficient (B) and wear scar area (C) of flattened balls rubbed against ZrO2 and K2Ti6O13-brake pad materials after different steps in AK-Master.
Figure 8. AK-Master sections reproduces in Ducom POD 4.0 (A). Friction coefficient (B) and wear scar area (C) of flattened balls rubbed against ZrO2 and K2Ti6O13-brake pad materials after different steps in AK-Master.
Friction coefficient of K2Ti6O13-brake pad material was higher than ZrO2 (0.37 and 0.20, respectively). Its profile was also unstable compared to ZrO2 (see Fig. 8B). The wear resistance of K2Ti6O13-brake pad material was lower compared to ZrO2 (see Fig. 8C). Wear scar images of the balls tested against ZrO2 and K2Ti6O13-brake pad materials were acquired after each step of the AK-Master (see Fig. 9).
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/POD%20blog_Brake%20pad_wear.png?width=2204&name=POD%20blog_Brake%20pad_wear.png) Figure 9. Wear scar evolution of flattened ball rubbed against Zro2-brake pad material after different steps in AK-Master.
Figure 9. Wear scar evolution of flattened ball rubbed against Zro2-brake pad material after different steps in AK-Master.
Third body layer was deposited only on ZrO2-brake pad material at the end of testing (refer to step 20 in Fig. 9). Finally, POD 4.0 helped in determining that ZrO2 is more abrasive and wear resistant compared to K2Ti6O13. Complete results were presented at NORDTRIB2018 (Poster).
TOOL BITS USED IN MINING. The shape of the drill bit can influence the total cut into rocks per meter of drilling. Here, we have friction and wear tested two geometries i.e. conical and hemispherical tool bits coated with polycrystalline diamonds (PDC) against a granite disk. Tests were performed at ambient temperature and at 500°C (see Fig. 10).
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/POD%20blog_Mining%20F1.png?width=2139&height=903&name=POD%20blog_Mining%20F1.png) Figure 10. Friction coefficient as a function of sliding distance for hemispherical and conical PCD pins against granite disk at ambient (A) and 500 °C (B).
Figure 10. Friction coefficient as a function of sliding distance for hemispherical and conical PCD pins against granite disk at ambient (A) and 500 °C (B).
At 500°C, the hemispherical pin experienced more friction (see Fig. 10B) and wear (see Fig. 11A) compared to conical pins. This could result in three times more drilling cost. In the case of tests at ambient temperature the hemispherical and conical pins behaved the same.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/POD%20blog_Mining%20F2.png?width=1533&name=POD%20blog_Mining%20F2.png) Figure 11. Optical images of hemispherical and conical PCD pins at ambient and 500 °C (A). Image of conical PCD pin against granite disk with wear debris at ambient temperature (B).
Figure 11. Optical images of hemispherical and conical PCD pins at ambient and 500 °C (A). Image of conical PCD pin against granite disk with wear debris at ambient temperature (B).
REFERENCE MATERIALS AT 1000°C. Calibration of scientific instruments at high temperature is challenging and there is no test standard or handbook to guide the user. Here, we selected a few reference materials for tribology research at 1000°C (see Figure 12A). Sapphire was chosen as a reference material for test ball and either Nickel Chromium alloy (Inconel 725) or Silicon Nitride was chosen as a reference material for a counter body, that is, a rotating disk. During the test the in situ friction was acquired and displayed on WinDucom software (see Fig. 12B). Based on the results the coefficient of variation at 1000°C was the lowest for Sapphire rubbed against Silicon Nitride. Similarly, the variation over wear scar diameter test data at 1000°C was the lowest for Sapphire rubbed against IN725.
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%205.png?width=3282&name=Blog%20POD_Fig%205.png) Figure 12. PoD 4.0 with heating furnace to control the temperature of top and bottom specimen at 1000°C. (A) Temperature profiles registered by three thermocouples (chamber, pin and disk) during the heating process. (B) Real time changes in the friction at RT and 1000°C. Error bars represent the standard deviation over tests on three different specimens.
Figure 12. PoD 4.0 with heating furnace to control the temperature of top and bottom specimen at 1000°C. (A) Temperature profiles registered by three thermocouples (chamber, pin and disk) during the heating process. (B) Real time changes in the friction at RT and 1000°C. Error bars represent the standard deviation over tests on three different specimens.
TRIBOCORROSION. Ducom POD 4.0 can be equipped with a tribocorrosion module to evaluate the electrochemical behavior of materials during friction and wear tests. The tribocorrosion module is available for both rotary and linear modules (see Figure 13).
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%209.png?width=764&name=Blog%20POD_Fig%209.png) Figure 13. Tribocorrosion module in Ducom POD 4.0 linear reciprocating tribometer.
Figure 13. Tribocorrosion module in Ducom POD 4.0 linear reciprocating tribometer.
The tribocorrosion module consists of a three-electrode electrochemical cell setup to measure potential and current. In this study, we have used the POD 4.0 with linear reciprocating module to evaluate the tribocorrosion behavior of a Zirconia ball (10 mm in diameter) loaded against a disk made of SS316L (60 mm in diameter, 15 mm thick). The normal load was 10 N, the stroke length was 10 mm, and the sliding velocity was kept at 20 mm/s (1 Hz frequency). The medium used was NaCl (3.5 wt%) at ambient temperature. The tribocorrosion test protocol was validated with multiple tests on same sample (see Fig. 14).
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%2010.png?width=1680&name=Blog%20POD_Fig%2010.png) Figure 14. Stage I: Metal passivation. Stage II: Destruction of passive layer during reciprocation, evolution of friction and wear. Stage III: Re-formation of the passive film.
Figure 14. Stage I: Metal passivation. Stage II: Destruction of passive layer during reciprocation, evolution of friction and wear. Stage III: Re-formation of the passive film.
During the Stage I (about 5 minutes), only corrosion potential was measured (stabilization / passivation). During Stage II, the disk started reciprocating against the Zirconia ball initiating the destruction of the passive layer, enlargement of the wear track, enhancing corrosion and wear. After 30 minutes of friction and wear test, the relative motion stopped and a re-formation of the passive film was observed (Stage III).
ELECTRIC CONTACT RESISTANCE (ECR). ECR optional can be used to investigate the failure of lubricant film, that leads to increase in the percentage of metal to metal contact. In this study, a 10 mm in diameter ball made of EN 52100 was loaded against a EN31 disk under rotary motion. The lubricant was Castrol oil GTX 20W50 and it was recirculated at 25 ml/min using an automatic lubrication system. The rotational speed was fixed at 200 rpm and the wear track diameter was 60 mm. The test was repeated at four different loads: 10N, 20N, 40N and 200N. The total test duration was 30 minutes during which the contact potential (%) was acquire and displayed in real time (see Fig. 15).
/Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/POD%20blog_ECR.png?width=1418&name=POD%20blog_ECR.png) Figure 15. Contact potential graph for 20W50 oil at different loads.
Figure 15. Contact potential graph for 20W50 oil at different loads.
At higher loads, the increased contact potential, friction and wear indicates a greater extent of the metal-metal contact. At lower loads, the lower contact potential, friction and wear indicates the presence of a continuous lubricating film. ECR optional is available for both rotary and linear modules.
ASTM TEST STANDARDS. Ducom POD 4.0 complies with global test standards for rotary and linear reciprocating tests (ASTM G99 and ASTM G133). Table 1 summarizes the test parameters according to the test standards and the Ducom POD 4.0 operating ranges.
Table 1. Test parameters according to ASTM G99, ASTM G133-A and 133-B, and Ducom POD 4.0./Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Table%202_POD%20blog%201.png?width=2005&name=Table%202_POD%20blog%201.png)
According to the ASTM G99, a steel ball 10 mm in diameter was tested against a steel disk 42 mm in diameter, both made of AISI 52100. The normal load was 10 N, the rotational speed was 60 rpm, the wear track diameter was 32 mm, and the relative humidity was 77 RH%. The test was performed at ambient temperature and the total duration of the test was 180 minutes. /Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%207.png?width=1401&name=Blog%20POD_Fig%207.png) Figure 16. Compliance with ASTM G99: Standard test method for wear testing with a pin-on-disk apparatus.
Figure 16. Compliance with ASTM G99: Standard test method for wear testing with a pin-on-disk apparatus.
The average friction coefficient and the ball mean wear scar diameter (see Fig. 16) were 0.505 and 2.09 µm, respectively. The test results were within the limits of acceptance as per the ASTM G99 (i.e., COF between 0.49 and 0.71, and MWSD between 1.84 µm and 2.38 µm).
According to the ASTM G133, a Noralide NBD-200 ball (10 mm in diameter) was tested against a Silicon Nitride (SRBSN) disk under a normal load of 25N and a reciprocating frequency of 5 Hz. The stroke length was 10 mm. The test was performed at ambient temperature and the total duration of the test was 16 minutes.
Table 2. Volume loss as per ASTM G133 and Ducom PoD 4.0./Videos%20and%20Images/Applications%20and%20Blogs/POD%204.0/Blog%20POD_Fig%208.png?width=893&name=Blog%20POD_Fig%208.png)
The volume loss was 0.422 mm3. The test results were within the limits of acceptance as per ASTM G133-A (i.e., between 0.354 mm3 and 0.732 mm3).
Ducom Multi Capability Tribometer POD 4.0 is a workhorse of several tribology labs that can be used to screen materials for various applications relevant for lubricants, mining, automotive and other fundamental research.
%20-%20PNG.png?width=925&height=246&name=Ducom%20-%20Logo%20-%20Full%20-%20Vector%20(90%20Gray%20and%20Light%20Blue-Inverted)%20-%20PNG.png "Ducom - Logo - Full - Vector (90 Gray and Light Blue-Inverted) - PNG")



.png?width=564&height=150&name=Ducom%20-%20Logo%20-%20Full%20-%20Vector%20(90%20Gray%20and%20Light%20Blue-Inverted).png "Ducom - Logo - Full - Vector (90 Gray and Light Blue-Inverted)")