Solid particle erosion resistance of materials is determined by the impingement of particles onto the surfaces of test materials by means of air streams at a given velocity. The rate of erosion as per ASTM G76 is measured using gravimetric analysis and reported as weight loss of material per gram of impinging solid particle.
It is challenging to estimate the erosion behavior of the material at temperatures above 600oC due to the erosion-oxidation interactions.
The use of weight loss for determining erosion rate at high temperatures is inaccurate due to oxidation of materials that results in weight gain and can often lead to 'fictitious' erosion performance. Furthermore, based on the heating cycle before start of erosion, the oxide layer formed can have different chemistry, thickness and mechanical properties that can introduce significant variability in the reported erosion rate. Current ASTM standards G76 and G211 do not address these challenges which are often faced by the scientific community working on higher temperature materials. In this study, two commonly available high temperature materials were tested with a fixed heating cycle to establish precision of erosion rates at 1000 deg C.
/AJT%20Videos%20and%20Images/AJT%20at%201000%20C.png?width=475&name=AJT%20at%201000%20C.png) Ducom Air Jet Erosion tester enables the user to test materials upto 1000 deg C in an environmental safe enclosure
Ducom Air Jet Erosion tester enables the user to test materials upto 1000 deg C in an environmental safe enclosure
Materials and Method:
Alumina and Inconel 600 were chosen as reference materials. Erosion tests were conducted on as-received samples as well as pre-conditioned samples. Ducom high-temperature air jet erosion tester was employed to conduct erosion tests at 1000 deg C. Test parameters chosen are according to ASTM G76 with the only difference being a temperature of 1000 deg C instead of ambient (Figure 1a). Gravimetric analysis was conducted after the test to obtain erosion rates.
/AJT%20Videos%20and%20Images/1.Test%20Conditions.jpg?width=783&name=1.Test%20Conditions.jpg)
Figure 1. (a) Test Parameters (modified ASTM G76), (b) Images of the as-received and ground Inconel 600, Pre-oxidised Inconel 600, and alumina coupons used for erosion testing (c) properties of the materials.
Results and Discussion:
The reference materials chosen in this study are forged Inconel 600 and sintered Alumina 99.7% (figure 1b). Inconel was tested in two variants, as-received and ground as well as pre-oxidized at 1000 deg C (figure 1c). All oxidation and erosion tests were repeated thrice.
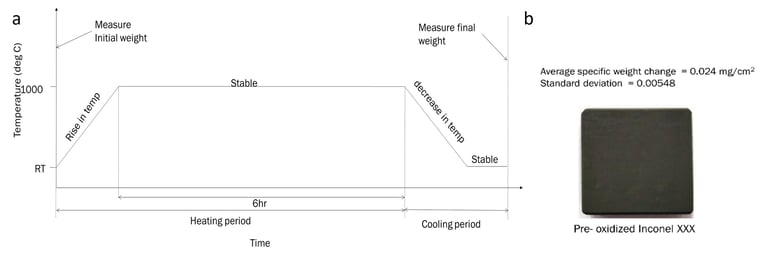 Figure 2. (a) Temperature-time cycles for preconditioning (b) Preconditioned cycle and mass gain of the specimen due to oxidation
Figure 2. (a) Temperature-time cycles for preconditioning (b) Preconditioned cycle and mass gain of the specimen due to oxidation
Inconel and alumina samples were preconditioned with a fixed temperature-time cycle (figure 2(a)). The initial weight was taken followed by heating of samples to 1000 deg C for a period of 6h to achieve a stable oxide layer. After cooling, the final weight was measured. The weight gain due to oxidation of Inconel 600 at 1000 deg C is shown in figure 3. An average weight gain of 2.9 mg with a standard deviation of 0.657 mg was observed. (Note - the red bars on the negative y-axis indicate weight gain due to oxidation). Alumina samples had no observable change in mass (< 0.01 mg)
/AJT%20Videos%20and%20Images/3.Gravimetric.jpg?width=2825&name=3.Gravimetric.jpg)
Figure 3. Gravimetric results after 1000 deg C pre-oxidation followed by erosion of as-received Inconel 600, pre-oxidized Inconel 600 and alumina is summarized.
At 1000 deg C the magnitude of oxidative weight gain was found to be comparable to erosion-related weight loss (Figure 3). The average mass loss of as-received Inconel 600 was larger than pre-oxidized Inconel 600 showing the beneficial outcome of erosion-oxidation interactions. The average mass loss of alumina was more than Inconel 600. This can be explained due to the brittle fracture erosion mechanism in ceramics with a peak erosion rate at 90 degrees impingement angle.
/AJT%20Videos%20and%20Images/4.Repetability.jpg?width=2933&name=4.Repetability.jpg)
Figure 4. Coefficient of variation of erosion rates of different samples at 1000 deg C
Coefficient of variation (COV) was used as a leading indicator to identify the materials offering the highest precision limit for repeatability. This is a well-accepted metric used by ASTM and ISO global standards organizations. At 1000 deg C, both pre-oxidized Inconel and alumina show low COV of 2.5 and 5% while as-received Inconel shows an order of magnitude higher COV of 40% (Figure 4). Conditioning of Inconel with a fixed temperature-time cycle significantly reduced the variability due to a stable oxide layer on the surface.
Precision statement:
Furthermore, an inter-lab study across three labs using Ducom high-temperature erosion tester was conducted to establish reproducibility. All the labs used alumina from the same lot and followed the modified ASTM G76 test procedure (Figure 1a and 2a). The coefficient of variation and the images of the erosion scars of all alumina samples are shown in Figure 5.
/AJT%20Videos%20and%20Images/5.Reproducability.jpg?width=2860&name=5.Reproducability.jpg)
Figure 5. Coefficient of variation of the erosion rate of alumina at 1000 deg C across three labs
The coefficient of variation in erosion rate of alumina tested at 1000 deg C was compared with the coefficient of variation of different steels tested at ambient temperature reported in ASTM G76 standard. The COV of 17% across three different labs is quite comparable to the COV between 17 to 30% for steel depending on the type of steel and erodent velocity used (figure 6).
/AJT%20Videos%20and%20Images/6.Standard%20COV.jpg?width=2039&name=6.Standard%20COV.jpg)
Figure 6. Coefficient of variation in erosion rates of alumina at 1000 deg C (current study) and different steels at ambient temperature (ASTM G76)
Pre-oxidation with a fixed heating cycle till stable weight change reduced the variability of erosion rates at 1000 deg C and led to a precision that was equal to those mentioned in the ASTM G76 standard. The modified ASTM 76 method with the reference materials can be used as a reliable standard for erosion resistance of materials at 1000 deg C and enable the benchmarking of the newer materials and coatings being developed by the scientists.
%20-%20PNG.png?width=925&height=246&name=Ducom%20-%20Logo%20-%20Full%20-%20Vector%20(90%20Gray%20and%20Light%20Blue-Inverted)%20-%20PNG.png "Ducom - Logo - Full - Vector (90 Gray and Light Blue-Inverted) - PNG")



.png?width=564&height=150&name=Ducom%20-%20Logo%20-%20Full%20-%20Vector%20(90%20Gray%20and%20Light%20Blue-Inverted).png "Ducom - Logo - Full - Vector (90 Gray and Light Blue-Inverted)")
/AJT%20Videos%20and%20Images/Ducom%20Air%20Jet%20Erosion%20Tester%20-%20Open%20Test%20Area%20-%20850%20Deg%20C.jpg)

/AJT%20Videos%20and%20Images/Other%20Images/Microscopy%20images%20of%20three%20different%20catalyst%20used%20as%20erodent%20in%20G76%20tests.png)